Új berendezések minőségellenőrzése és rezgésszint csökkentése
Előadás, XVIII. Akusztikai Szeminárium Kočovce 2013, szerző – Ing. František Molnár
Zverejnený v zborníku XVIII. Medzinárodného akustického seminára v Kočovciach,
3. - 4. jún 2013
Tribotechnika 6/2013 strana 55 - 57
ÚVOD
Vibrodiagnostické merania v bežnej praxi najčastejšie sa využívajú na meranie stavu strojov, stavu ložísk a identifikovanie skrytých porúch zariadení pred opravou respektíve na kontrolu kvality vykonanej opravy. Tieto merania poskytujú užitočné informácie pre údržbu, pomáhajú pri rozhodovaní či je potrebné vykonať opravu, alebo nie a keď áno aké zásahy sú potrebné, aby sa odstránili všetky zdroje poruchy, nielen ich následky. Je to zaužívaná metóda v prediktívnej údržbe, ale vibrodiagnostika sa uplatňuje aj v inej oblasti, ako v údržbe.
V poslednom čase čoraz viac sa stretávame s tým, že niektorí výrobcovia rotačných zariadení s cieľom zvýšenia kvality a konkurencieschopnosti svojich výrobkov, alebo na tlak vplyvných renomovaných zákazníkov zavádzajú vibrodiagnostické meranie, alebo aspoň meranie mohutnosti kmitania na svojich výrobkov pred vyexpedovaním. Protokol o meraní dokazujúce nízku úroveň mohutnosti kmitania je súčasťou dokumentácie stroja pri preberaní.
KONTROLA KVALITY NOVÝCH ZARIADENÍ Z HĽADISKA KMITANIA
Najjednoduchšia metóda výstupnej kontroly z hľadiska kmitania je meranie mohutnosti kmitania, tá však v prípade vyšších hodnôt nedáva informácie o tom, čo zapríčiňuje nevyhovujúci stav. Kompletné riešenie dáva spektrálna analýza, s ktorou zisťujeme zdroje zvýšeného kmitania. Zo skúsenosti merania viac ako 100 nových zariadení môžem konštatovať, že cca. 15% kontrolovaných nových strojov potreboval nejaký dodatočný zásah. Najčastejšie chyby boli nevyváženosť, alebo prevádzka v rezonancii, pri kritických otáčkach. Samozrejme okrem niektorých extrémnych prípadoch, namerané hodnoty neboli nebezpečne vysoké, ale boli nad hraničnou hodnotou prípustnosti. To znamená, zákazník bez prístroja by ani nevšimol vyššie hodnoty, ale pôsobiace vyššie dynamické sily by predčasne zničili ložiská, možno tesne po záručnej dobe. Preskúmajme uvedené najčastejšie chyby nových zariadení teda nevyváženosť a prevádzkovanie v rezonancii.
NEVYVÁŽENOSŤ NOVÝCH ZARIADENÍ
Vzniká otázka, ako je to možné, že nové zariadenie je nevyvážené, keď jednotlivé rotačné súčiastky boli vo výrobe vyvážené? Otom, že bolo nekvalitne vykonané vyvažovanie niektorých súčiastok teraz neuvažujme.
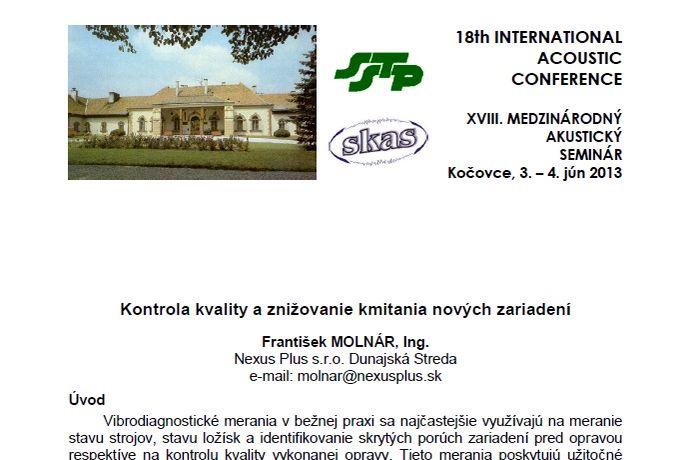
Pri výrobe všeobecného zariadenia, ako napríklad ventilátor poháňaný elektromotorom, spojený so spojkou, niektoré rotačné jednotky sú vyrobené na mieste, iné sú dodané od iných výrobcov. Napríklad hriadeľ a obežné koleso, rám ventilátora je vyrobené v mieste výroby, elektromotor, spojka a ložiskové domce sú kúpené od iných dodávateľov. Aj keď predpokladáme, že každá rotačná súčiastka bola kvalitne vyvážená, 100% vyváženie neexistuje. Vždy zostane nejaká zostatková nevyváha, pri ktorej ťažisko je do určitej miery vysunuté zo stredu otáčania. Na obrázku 1 vidíme všeobecný stav nevyváženosti jednotlivých zložiek zariadenia, pričom jednotlivo každá rotačná jednotka spĺňa kritéria maximálnej dovolenej zostatkovej nevyváženosti.
Obrázok 1 - Polohy ťažísk po vyvážení s dovolenou zostatkovou nevyváhou.
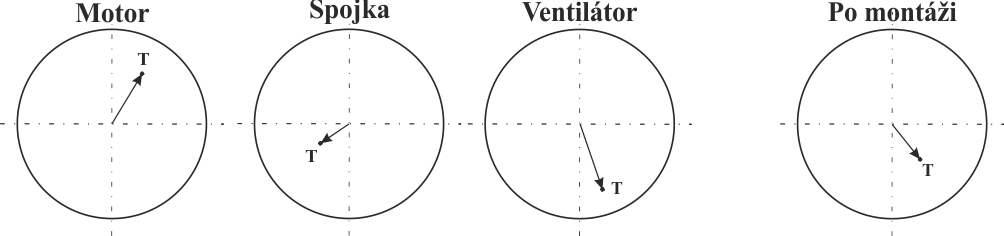
Ak po montáži vzájomná poloha rotačných jednotiek bude podobná ako je uvedená na obrázku 1, tak výsledná nevyváženosť pravdepodobne bude vyhovujúca a spĺňa kritéria celkovej maximálnej dovolenej zostatkovej nevyváhy zariadenia. V skutočnosti poloha a miera vysunutia ťažiska od osi otáčania je neznáma, teda vzájomná poloha rotačných jednotiek po montáži je náhodná. V nešťastnom prípade môže biť usporiadanie podľa obrázku 2.
Obrázok 2 - Náhodne nevýhodná vzájomná poloha rotačných jednotiek.
U konfigurácii podľa obrázku 2 napriek tomu, že jednotlivé rotačné jednotky boli vyvážené kvalitne, po montáži vzniká dynamická nevyváha, lebo zostatkové nevyváhy sa sčítajú. Pri kontrolnom meraní zariadenia s veľkou pravdepodobnosťou nameriame vyššie hodnoty mohutnosti kmitania, ako sú odporúčané technickými normami pre nové zariadenia.
Uvedený nedostatok nových zariadení môžeme odstrániť dodatočným vyvažovaním komplet celého zariadenia po montáži na mieste pred vyexpedovaním. K tomu je potrebný prenosný vibrodiagnostický prístroj s vyvažovacou opciou. Metóda vyvažovania na mieste pri prevádzke/montáži, je rýchla a hlavne presná metóda, pretože je poslednou operáciou a po vyvažovaní na mieste už nedochádza k žiadnej inej montáži, úpravy, zásahy. Stroj, ktorý bol vyvážený ako celok po montáži, je už len zabalený a vyexpedovaný do cieľovej prevádzky.
REZONANČNÁ FREKVENCIA, PREVÁDZKA NOVÝCH ZARIADENÍ PRI KRITICKÝCH OTÁČKACH
Ďalším dôvodom zvyšovania mohutnosti kmitania nových zariadení je prevádzka v rezonancii, alebo prevádzka pri kritických otáčkach. O rezonančnom jave pri prevádzkovaní rotačných strojov hovoríme vtedy, ak vlastná, rezonančná frekvencia sústavy je totožná s frekvenciou otáčania rotačnej časti alebo jeho násobkami respektíve podielmi. V tom prípade stačí malá budiaca sila vyvolaná napríklad miernou nevyváženosťou, na ktorú bude vysoká odozva, pretože rezonancia má tzv. „zosilňujúci“ charakter. Ako sme vyššie uviedli, určitá zostatková nevyváha vždy pôsobí na otáčkovej frekvencii, čiže pri prevádzkovaní v rezonancii vždy je určité budenie, ktoré bude zosilnené vplyvom rezonančnej frekvencii.
Z obyčajného vibračného spektra nie je možné identifikovať tento jav, pretože sa zvyšuje amplitúda práve na otáčkovej frekvencii, podobne ako u nevyváženosti, nesúosovosti alebo iných chýb súvisiace so zvyšovaním amplitúdy na otáčkovej frekvencii. Sú určité znaky, ktoré signalizujú možnosť rezonancii, ako napríklad nestabilná fáza, pomalá cyklická zmena amplitúdy na otáčkovej frekvencii alebo ak neúmerne malá hmotnosť závažia prináša značné zlepšenie pri vyvažovaní. Ak je takéto podozrenie, rezonančnú frekvenciu identifikujeme s tzv. Bump Testom alebo s meraním pri nábehu/dobehu.
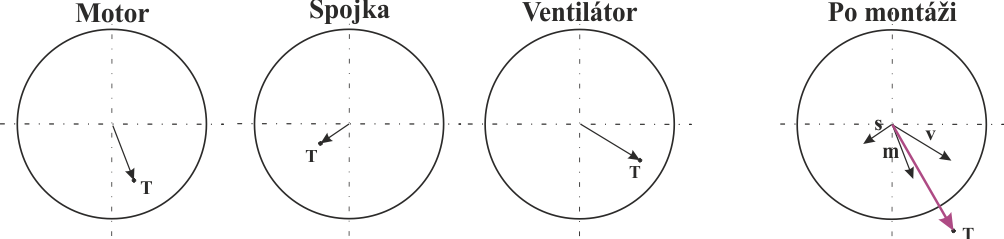
Prevádzka pri rezonancii je nežiaduci jav, ktorú vo všeobecnosti môžeme odstrániť s dvoma spôsobmi. Prvý spôsob vyplýva priamo z definície. Definícia rezonancie podľa normy STN ISO 2041 je: „rezonancia v sústave pri vynútenom kmitaní existuje vtedy, keď ľubovoľne malá zmena frekvencie budenia má za následok zmenšenie odozvy sústavy“ [1]. To znamená meníme frekvenciu budiacej sily, teda otáčky. Toto riešenie je značne obmedzené, pretože otáčky môžeme meniť iba u zariadení s prevodom napríklad zmenou priemeru remeníc, ak to charakter budúcej prevádzky dovoľuje. Druhá metóda je odladenie systému, to znamená posunutie rezonančného pásma do frekvenčného rozsahu, kde nie je žiadne budenie [2]. Uvedené možnosti riešenia sú znázornené na obrázku 4.
Obrázok 4 - Rezonancia a jej odladenie, R- rezonančné pásma, O- otáčky.
Vo všeobecnosti pre rezonančnú frekvenciu platí vzorec:
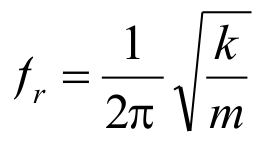 (1)
(1)kde:
k - je silová konštanta (tuhosť)
m - je hmotnosť
Zo vzorca (1) vyplýva, že so zväčšením tuhosti (k) rezonančná frekvencia sa zvyšuje (posunie sa smerom hore), a so zväčšením hmotnosti (m) rezonančná frekvencia sa znižuje (posunie sa smerom dole).
Zmena hmotnosti u nových zariadení je vylúčená, možno ju zrealizovať iba vo vývojovom štádií. Dodatočná zmena tuhosti je možná, s uvedením dôvodu zmeny v technickej dokumentácii. Jedno z riešení je dodatočné podoprenie motora podľa obrázku 5, ktorú sme realizovali pri dúchadle. Uvedenou úpravou sme odladili rezonančnú frekvenciu systému [3].
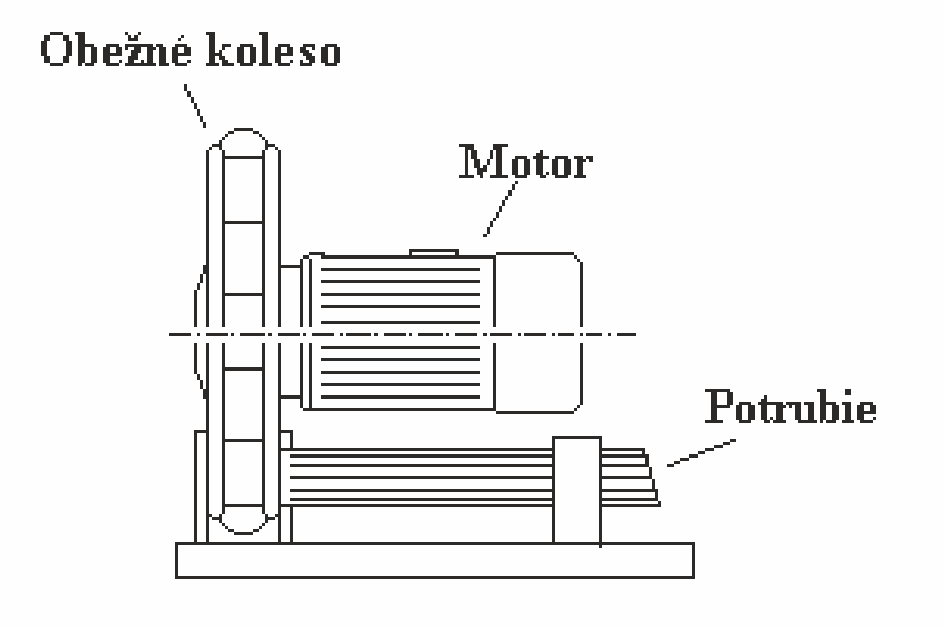
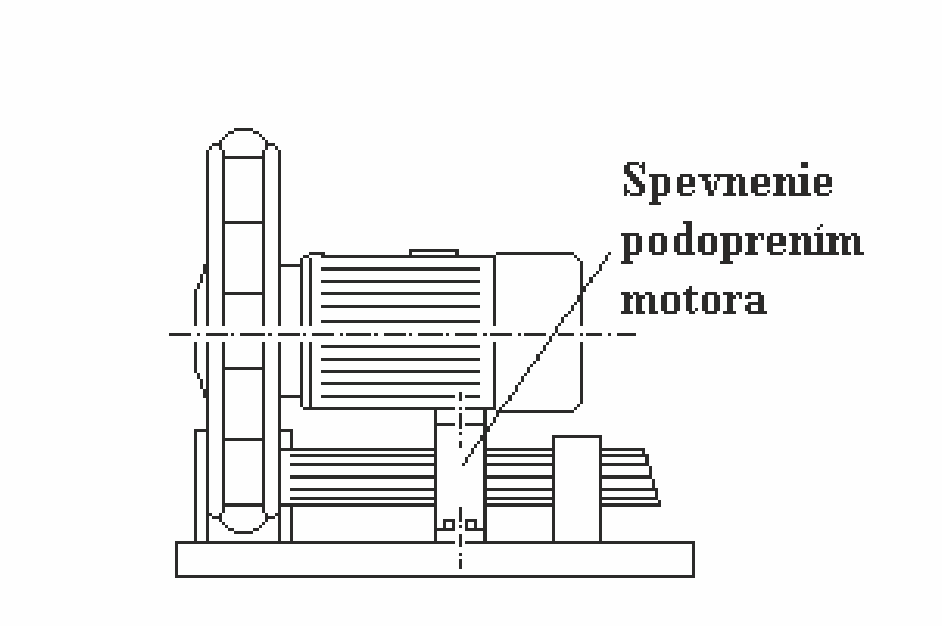
(a) (b)
Obrázok 5 - (a) upevnenie motora k dúchadle, (b) úprava upevnenia po odladení rezonančnej frekvencii
ZÁVER
Popísané riešenie na prvý pohľad môže sa zdať univerzálnym. Veď je zrejmé, že ak spevníme uchytenie, kmitanie viac menej klesne. Ale pozor! Ak sa to stane bez toho, že by sa vedelo konkrétne čo spôsobuje zvýšené kmitanie, časom toto spevnenie môže prasknúť a poškodzujú sa aj ďalšie časti stroja. Skutočný zdroj vibrácie sa tím totiž neodstráni a porucha naďalej prejavuje svoj účinok. V našom prípade spevnenie prinieslo trvalé riešenie práve preto, lebo zdrojom vyšších vibrácii bol výlučne rezonančný jav, ktorý sme odstránili s tým, že sme zmenili rezonančnú vlastnosť stroja. Ak zdrojom vyššieho kmitania je nevyváženosť, alebo iná anomália, namiesto podoprenia treba riešiť konkrétny daný problém.
Literatúra
[1] STN ISO 2041 (01 1400) Mechanické kmitanie a otrasy - Názvoslovie
[2] Molnár, F.: Netradičné poruchy - rezonančný jav a jeho riešenie v praxi. XII ročník medzinárodnej vedeckej
konferencie DIS Teória a aplikácia metód technickej diagnostiky, Košice 2009
[3] Protokol o meraní vydaný firmou Nexus Plus s.r.o. č.267/NX/10 - 18.11.2010
Resumé
Quality control and reduction of vibration of new equipment. We measured more than 100 new rotating equipment, from which about 15% have higher vibration than the recommended values in technical standards. The most common reason for the higher vibration is imbalance, or operation in resonance. In this paper we are looking for, the cause of imbalance in new equipment. Our aim was to find a solution to identify and eliminate the resonance.
A rejtett hibák – melyek később leállást okoznának, időbeni felismerésével
bebiztosítjuk az Ön berendezéseinek megbízható működését, csökkentjük karbantartási költségeit.