Technická diagnostika - vibrodiagnostika ložísk
Článok zverejnené v Tribotechnike 2/2009, autor - Ing. František Molnár
Tribotechnika 2/2009 strana 40 - 43
Technická diagnostika ako nástroj spoľahlivosti má veľký význam pri prevádzke a údržbe zariadení. Jeden z naj zaužívaných metód technickej diagnostiky pre rotačné zariadenia je vibrodiagnostika. V týchto zariadeniach hlavnou súčiastkou je ložisko, ktoré zabezpečí rotačný pohyb a zachytí dynamické zaťaženie.
Bezporuchový chod a celková životnosť zariadenia preto značnej miere závisí od stavu ložiska, od jeho životnosti. U kvalitných ložísk v ideálnom prípade životnosť by mohla biť aj nekonečná, preto je dôležité priblížiť sa čo najviac k ideálnemu stavu. Začína sa to s odborným zabudovaním ložiska pomocou špeciálnymi náradiami s dodržaním požadovanej čistoty pri montáži, cez správny mazací režim. Ak tieto podmienky sú dodržané, tak na životnosť vplývajú už len dynamické sily pri prevádzke, ktoré sú vyvolané inými súčiastkami respektíve ich poruchami. Úlohou technickej diagnostiky konkrétne vibrodiagnostiky je na jednej strane nájsť skryté poruchy súčiastok ktoré majú výrazný vplyv na rýchlejšie opotrebovanie ložísk, na druhej strane sledovať samotný stav ložísk. Včasným odstránením skrytých porúch v značnej miere sa predlžuje životnosť ložísk. Nekonečná životnosť v praxi neexistuje aj keď sú ideálne podmienky, ale pomocou vibrodiagnostiky je možné určiť „moment“, keď ložisko sa nachádza tesne pred koncom svojej životnosti. Vylúči sa takto predčasná a zbytočná výmena ložísk vykonaná na základe odpracovaného času, pričom máte istotu, že diagnostika vám signalizuje kedy bude treba skutočne vymeniť ložisko. Diagnostika teda zvyšuje istotu, spoľahlivosť a životnosť respektíve čas medzi dvoma opravami. V neposlednom rade sa znižujú náklady na údržbu.
Pri rozhodovaní o diagnostike sa kladú dve otázky. Ktoré stroje treba diagnostikovať a ako zvoliť hustotu merania? Pri výbere strojov hlavnú úlohu hrá:
Rozhodne sa odporúča diagnostikovať stroje, ktorých porucha môže byť nebezpečná na životné prostredie, na bezpečnosť zamestnancov alebo iných ľudí. Stroje ktoré sú nenahraditeľné, ich prípadná porucha hrozí odstavenie časti alebo celej prevádzky. Pri ich poruche vzniká priama škoda s nehodnotením rozpracovaného materiálu, alebo nepriama škoda ako strata zisku výpadom výroby, nedodržiavanie termínu dodávok obsiahnutých vo zmluvách a podobne.
Tiež sa odporúča diagnostikovať drahé zariadenia, ktorých oprava predstavuje značné finančné výdavky. Nie je jedno totiž, či za určitý časový interval sú takéto nákladné opravy vykonané tri krát, alebo len dva krát. Ak je dokumentovateľne a pravidelne sledovaný stav zariadenia, a oprava sa vykoná na základe skutočného stavu, predlžuje sa čas medzi dvoma opravami.
Frekventovanosť diagnostických meraní je tiež diskutovaná téma. Často sa stretávam s názorom zo strany údržby, že na danom stroji sú poruchy zriedkavo preto stačí merať raz za rok. Alebo, za posledných dvoch rokoch nebola žiadna porucha, teda je zbytočné merať v troch mesačných intervaloch. Treba si však uvedomiť, že hustota merania má byť odvedená od rýchlosti priebehu konkrétnej možnej poruchy a nie od štatistických údajov. Čas medzi dvoma meraniami by malo byť kratšia, ako polovica intervalu medzi pontencialnou a funkcionálnou chybou.
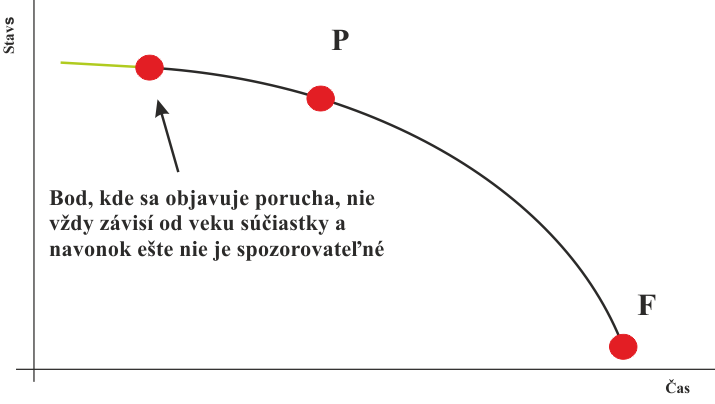
Ak v bode P nezasahujeme, pokračuje zhoršenie stavu, väčšinou v zrýchlenom tempe, pokiaľ sa nedostane k bodu F. Aby sa porucha nenastala bez nášho vedomia, treba vykonať aspoň dva diagnostické meranie v intervale P-F. Teda hustota merania závisí od dĺžky úseku PF a nie od toho, kedy sa vyskytla naposledy porucha alebo kedy bola vykonaná oprava.
Pri správne zvolenej hustote merania vibrodiagnostika je úplne spoľahlivá metóda na zníženie rizík nečakanej poruchy pri maximálneho využitia strojov a súčiastok do konca ich životnosti. Pozrime sa na príklad elektromotora o 45 kW. Motor je spojený s ventilátorom cez remeňový prevod. Zariadenie je v prevádzke 80 – 100 hodín týždenne. Diagnostické meranie je vykonané v 90 dňových intervaloch. Pri vážneho podozrenia čas medzi meraniami sa skráti na 45 dní. Podobným spôsobom sledujeme 12 ks uvedených typov ventilátorov od začiatku roka 2006. Pred štyrmi mesiacmi sme pozorovali mierne zhoršenie stavu zadného ložiska elektromotora. Odporúčali sme venovať zvýšenú pozornosť k mazaniu. Pri meraní o 90 dní neskôr sa ďalej zhoršil stav cca. o 10%. Ložisko sa nachádzalo na začiatku fázy tzv. „rýchleho opotrebovania“. Odporúčali sme skrátiť čas medzi meraniami na 45 dní. Pri ďalšom meraní sme zaregistrovali výrazné zhoršenie stavu a zvýšenie amplitúd na chybových frekvenciách daného ložiska 6219.
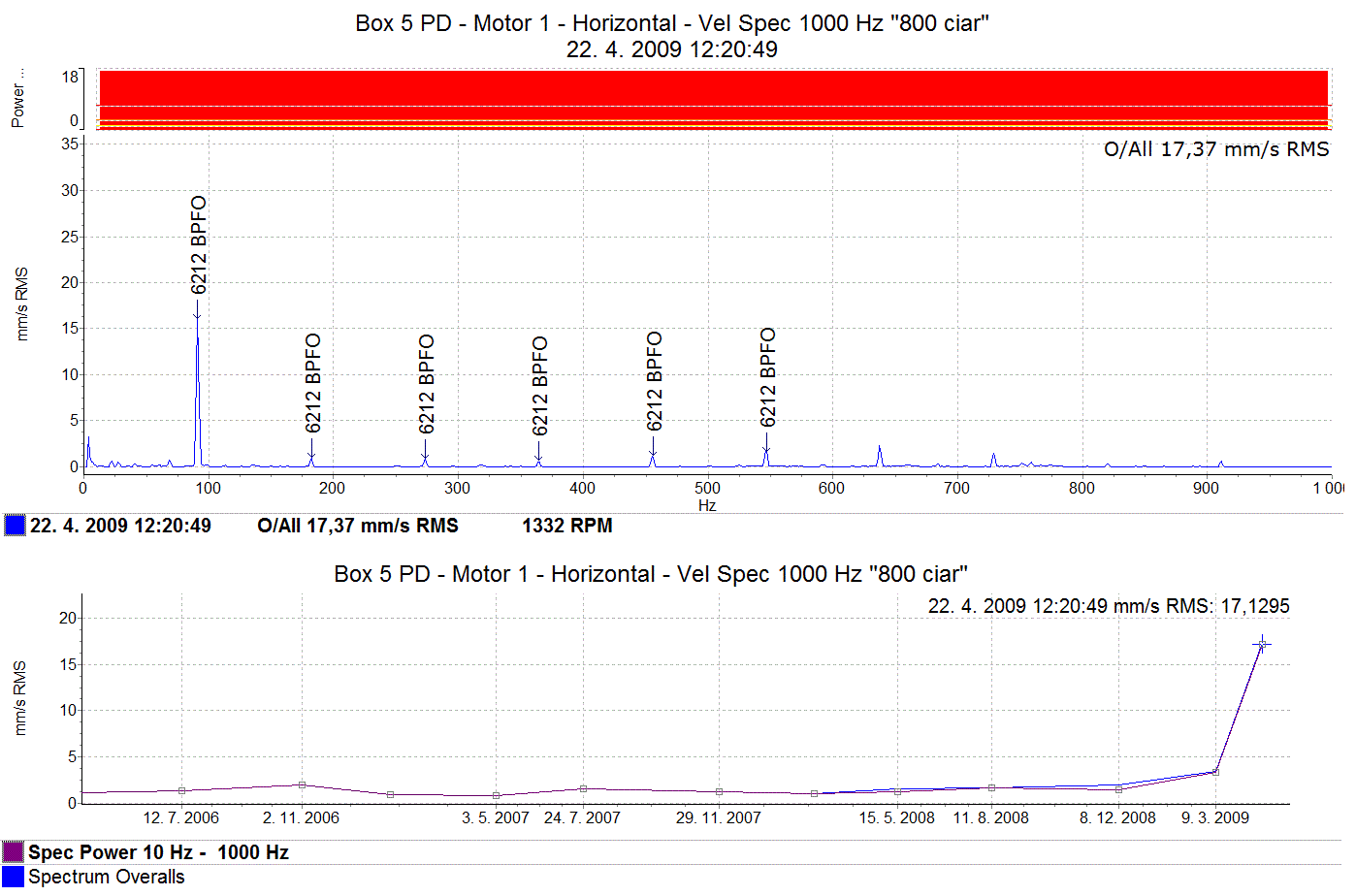
Na obrázku č.2 je vidno naposledy nameraný spektrum chvenia a trend zvyšovania vibrácie od 14.03.2006. Vidíme, že trend presne kopíruje tzv. klasický trend opotrebovania ložiska. Po tomto meraní sme odporúčali vymeniť ložisko hneď ako to prevádzkové podmienky dovolia. Údržba bola už pripravená, pretože sme ich upozornili pri prechádzajúcom meraní na možnú potrebu výmeny ložiska. Dopredu sa zabezpečili ložiská a v okamihu, keď to výrobný proces umožnil, rýchlo a profesionálne prebehla oprava bez ďalších nečakaných komplikácii.
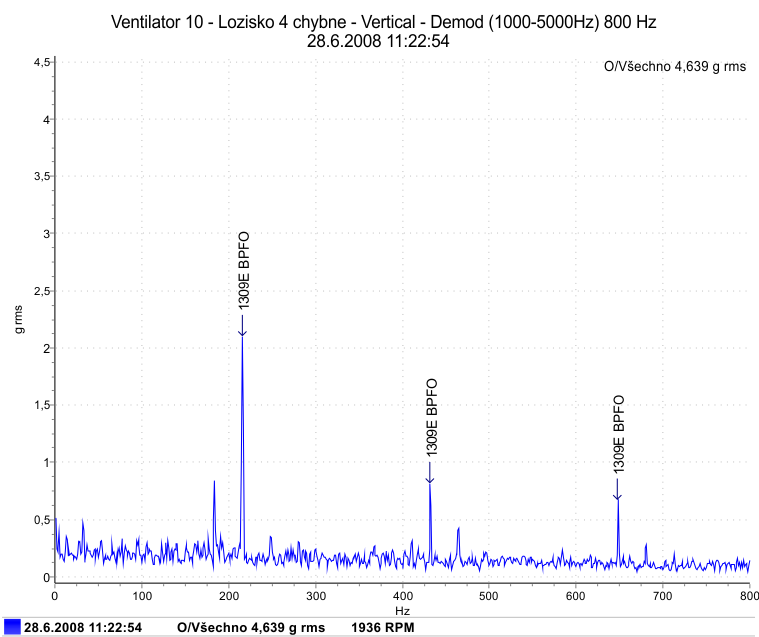
Aj keď platí fakt, že vibrodiagnostika prináša najlepšie výsledky pri pravidelných meraniach, keď sledujeme trend a okrem mohutnosti vibrácii je možné porovnať jednotlivé spektrá podľa amplitúd na konkrétnych frekvenciách, často sa používa aj na identifikovanie neznámej skrytej poruchy na základe jedného merania. V nasledovnom príklade bola požiadavka na dynamické vyvažovanie ventilátora na mieste pri prevádzke. Samotné vyvažovanie sa vždy začína s kontrolným diagnostickým meraním. Meranie potvrdilo, že obežné koleso je nevyvážené, ale už z jediného merania bolo jednoznačné, že aj ložisko pri obežnom kolese je opotrebované. Nemá zmysel vyvažovať ak je ložisko opotrebované, pretože za krátky čas ho bude treba vymeniť. Je vhodnejšie vyvažovanie vykonať až po výmene. Na obrázku č.3 je nameraný spektrum chvenia vo vertikálnom smere. Z obálkovej analýzy je zrejmé že na chybovej frekvencii „BPFO“, ložiska SKF 1309 E/C3, je výrazná amplitúda poukazujúca na opotrebovania vonkajšieho krúžku. BPFO: Ball pass frequency outer – frekvencia obiehania valivého telesa - vonkajšia. Udáva počet, koľko krát prechádzajú valivé telesá cez chybu nachádzajúcu sa na vonkajšej obehovej dráhe ložiska za jeden otáčok.
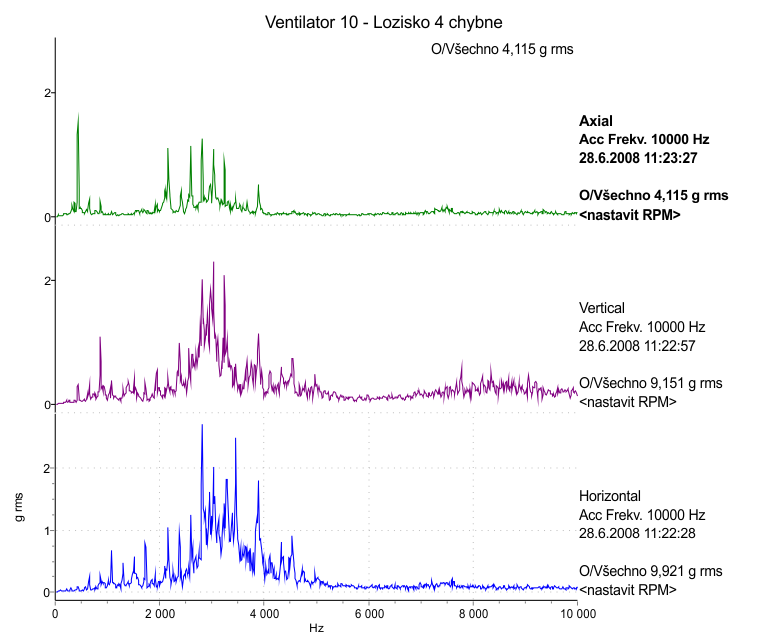
Obrázok číslo č.4 znázorňuje spektrá namerané v troch smeroch H/V/A na rozsahu do 10 kHz. Už na prvý pohľad je jednoznačné, že ložisko sa blíži ku konci svojej životnosti aj keď stav ešte nie je kritický. Nakoľko nás čakala ďalšia operácia, rozhodli sme sa okamžite vymeniť ložisko, a potom vykonať dynamické vyvažovanie. Po rozoberaní ložiska sme sa presvedčili aj vizuálne o správnosti našej analýzy vykonanej na základe nameraných spektier. Ložisko 1309 E/C3 je dvojradové a už voľným okom bolo vidno opotrebovanie obidvoch obežných dráh na vonkajšom krúžku ako to potvrdzuje aj obrázok č.5.

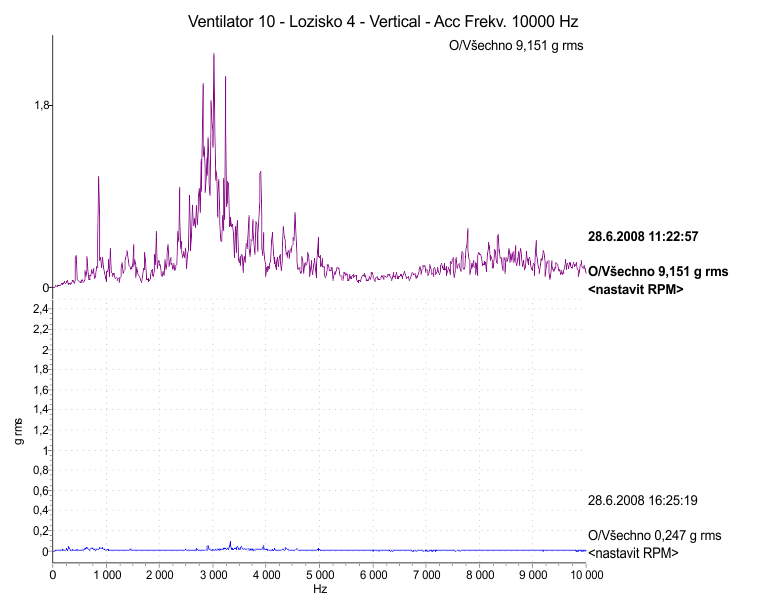
Po výmene ložiska sme vykonali dynamické vyvažovanie obežného kolesa na mieste pri prevádzke. Vyvažovanie sme ukončili záverečným kontrolným meraním. Na obrázku č.6 v hornej časti je vibračný spektrum nameraný pred výmenou ložiska o 11:22, a v dolnej časti spektrum nameraný po výmene a po vyvažovaní o 16:25. Rozdiel je jednoznačný. Pri dodržaní správneho mazacieho režimu a pravidelného čistenia obežného kolesa, ventilátor je pripravený na dlhodobú bezporuchovú prevádzku. V budúcnosti jediná úloha týkajúc tohto ventilátora je vykonanie pravidelného diagnostického merania.
V uvedených príkladoch som sa sústredil hlavne na diagnostikovanie ložísk. Rovnakým úspechom sa dajú diagnostikovať aj ďalšie elementy rotačných strojov, nájsť ich chyby a nedostatky. Sú to napríklad ozubené kolesá prevodoviek, ohnutie rotorov a hriadeľov, nevyváženosť rotorov a obežných kolies, nesprávne nastavenie súosovosti dvoch hriadeľov, spojok, chyby remeňového prevodu, chyby s upevnením zariadenia a nedostatočná pevnosť základu, problémy s rezonanciou a podobne. Pri pravidelných meraniach tieto tzv. skryté chyby zvyčajne sa nájdu už pri prvých meraniach a postupne sa odstraňujú, čím vlastne sa zlepšuje stav zariadenia. Aby však diagnostika bola úspešná, je veľmi dôležitá pri jej zavádzaní správne sa rozhodnúť, ktoré stroje treba merať, akým spôsobom diagnostikovať, aké parametre merania používať. Prípravu odporúčam radšej zveriť odborníkovi, ktorý má overené skúsenosti o zavádzaní diagnostiky.
Môžeme konštatovať, že vibrodiagnostika, ktorá je dobre „dimenzovaná“, parametre sú správne nastavené, je veľmi užitočný nástroj pre údržbu, ktorý umožňuje zvýšiť spoľahlivosť výrobných a obslužných prevádzok, zníži poruchovosť diagnostikovaných zariadení. Pomáha v rozhodovaní o oprave a údržbe, šetrí náklady na údržbu a takto ušetrené prostriedky z ročného rozpočtu sa môžu využívať na plnenie iných dôležitých úloh údržby.
Odhalením skrytých porúch zapríčiňujúce haváriu stroja zabezpečíme bezporuchový chod
a spoľahlivú prevádzku Vašich zariadení, šetríme Vaše výdavky na údržbu.